
液态金属运动枪支解决方案,颜值与内涵兼具

在体育枪支市场,对质量更高、成本更低的设备的需求量日益增长,枪支和其他体育设备相比,要求更轻,更耐用,可定制,和外观更漂亮。这对消费者来说是福利,但要生产出满足这些要求的产品往往是非常困难,其成本也是非常昂贵的。
从军用到民用枪支,都要求:更轻,更稳定,更精准,更耐用,可定制等。为了达到这些设计要求,制造商需要思考:是否使用低成本的耐腐蚀性组件而牺牲尺寸一致性和一些潜在的性能呢?耐磨性能值得花额外的成本吗?还是雕刻、滚花、表面纹理,或其他效果?但由于增加成本,是否采用CNC来完成这种严格的设计?这些问题,这个行业的工程师每天都会问自己,这样的案例研究可以解释为什么液态金属合金可以提供最终的答案。
定制化
金属和木制的枪支零件通常采用激光蚀刻,手工雕刻完成表面的纹路。这些标记可以是复杂的设计(如图1所示),或者是简单的文字(类似于图2)。

(图1)

(图2)
复杂的雕刻的情况下,如图1所示,通常需要一个有才华的手艺人花很多时间在枪支上赋予非常小的细节,这会产生一个独特的和精致的外观,但同时也会有非常昂贵的成本。
简单的设计通常用较少雕刻工作,数控机床通常用来代替手工工艺,包括机器工时和安装成本。其他替代数控机床加工的方法,如铸造,可产生复制雕刻,达到一致性,降低批量生产的成本。还包括:数控加工、激光蚀刻、光化学蚀刻、冲压或压印。这些方法的主要问题是,很容易地与真正的手工雕刻区分开来,所以模仿的结果不太理想。
这是枪支买家和制造商必须思考的问题:要看枪有正宗地雕刻,或是更低的价格?液态金属合金在这种情况下有一个极其宝贵的优点,你所得到的就是模具上的样子。由于液态金属注塑成型工艺,合金和极其精确的模具结合,导致成型部件完全复制模具型腔。手工刻模腔表面,会在成型部件的表面产生完全相同的结果。
这意味着不光精细的雕刻,字体,标志,包括其他表面的细节都可以注塑成型,且部分的精度和可重复性均优于其他制造方法。在这个研究专题的后部分我们将在尺寸控制方面提供更多的见解,模具中的设计将会反映在产品上。
重 量
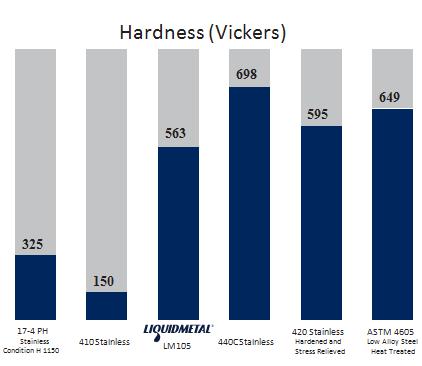
无论是谁或是什么用途,都可以从更轻的枪支中受益。便于携带,高射击精度,是轻武器需求量高的主要原因。液态金属合金的一种关键属性就是其中非凡的强度/重量比。当讨论重量时,任何枪支爱好者都会希望要减少,但在这个过程中不能牺牲质量,准确性,或寿命。在下面的图表中,液态金属合金LM105与较常用的几种制造枪支的金属做对比。
在密度方面,LM105比其他材料至少低13%,当强度也考虑在内时,只有4605低合金钢和440C不锈钢能和ASTM LM105相媲美(1524MPa)。440C和ASTM 4605(以及其他不锈钢和低合金钢)均要不同程度的热处理以达到高强度。许多热处理方法可用于这些金属,但其结果是相同的,增加了工序和成本。此外,热处理会导致变形,特别是细长截面的零件。液态金属在模具中就已经获得了最终的物理性质,因而没有像合金热处理时损失尺寸精度的情况。由于LM105低密度、高强度的独特结合,没有重量和性能之间的平衡问题。
耐 用 性
如前所述,与不锈钢和低合金钢相比,考虑到它的强度/重量比,液态金属合金处于全新的领域。在枪支应用中还要考虑其他因素,如硬度、弹性和耐腐蚀性。LM105成型出来的硬度与热处理硬化后最好的不锈钢和低合金钢相比也毫不逊色。
热处理需要专门的设备,即使操作得当,也可能导致变形、开裂和其他的质量问题。液态金属部件在模具生产过程保持了显著的一致性,以下我们将讨论更多相关问题。
LM105具有1.80%的弹性极限(相对原始形状的百分比)。考虑到它难以置信的强度和轻质的特性。在之前的原型测试中,用液态金属合金代替钢制的卡簧在100个周期之后失效并达到了预期的失效次数1240个周期。在这个应用里,卡簧循环开启和关闭,要求将回到其无应力尺寸。这是液体金属长时间在高应力下可能影响部分性能的一个很好的例子。液态金属卡簧在每个周期恢复到原始的不受压缩的形状,且没有超出最小循环次数。

一把枪支,被暴露于来自沙漠的酷热的沙子,或者严寒的雪地,以及其他一切的自然环境中。 许多零件都要忍受极端的需求,并期望在很长一段时间内与许多其他零件保持一致。 尽管没有后期处理,制造商和用户也将有信心了解到液态金属合金在耐划痕/耐凹陷和弹性变形方面表现最佳。
在讨论任何体育或户外设备的有效性时无不提及抗腐蚀性。上述环境会迅速腐蚀材料。 在使用液态金属进行了几项测试中,包括ASTM B117盐雾和30天浸渍试验,液态金属在耐腐蚀性方面都是表现最好的。
在ASTM B117试验后目视检查表明在盐雾室中中存放336小时后表面性质没有变化。 当在5,000倍放大倍率的扫描电子显微镜上观测时,表面质量也没有可见的变化。在30天的浸渍试验中,将溶液稀释至1L使用电感耦合等离子体质谱法来分析元素浓度。与不锈钢相比,液态金属合金在1当量浓度盐酸中大约溶解了1/14,在1当量浓度硫酸中大约溶解了1/5.
液态金属合金在盐雾试验中表现优异,在30天酸性浸没试验中表现优于不锈钢。 液态金属工程团队正在继续进行腐蚀研究,以进一步掌握材料的潜力。
表面处理
因为液态金属的外观取决于模具的表面,所以通常可以看到从一套适当处理过的模具出来的零件典型表面粗糙度为0.025-0.050μm(1-2μin)。 该表面粗糙度几乎是光学级的表面质量,并且不能通过其它成型工艺实现。

这种效果与液态金属跟其他金属合金的结构不同有关:液态金属合金是无定形的。 它们由高度随机的原子结构组成,并且不具有结晶金属的有序原子结构。为什么这个差异很重要? 当加工时,晶态金属经历一个或多个相变,这自然产生了最终金属零件的材料性能。在液态金属合金的成型过程中不发生相变。
在将材料加热成型后,将与液态下相同的原子排布在模具中冷冻或固化下来。 这是允许材料准确模拟模具型腔状态的关键因素,包括尺寸精度。成品零件的表面粗糙度最终取决于制造商的要求,因为需要的粗糙度将被内置在模具中,并且不需要后续的处理或成本来实现最终的效果。
与其他金属合金一样,需要后续的工艺来实现液态金属零件的着色。 在运动武器行业,通常对钢零件进行发蓝处理,最终得到如下图所示的黑色外观。

由于所使用的合金的性质不同,液态金属零件不能使用发蓝工艺,而物理气相沉积(PVD),喷涂和喷砂都是可以用来着色。 在枪支上,PVD涂层将是复制黑色外观最合适的选择。
一致性
枪支的准确性和一致性对其性能至关重要,是客户最看重的。 武器的性能和准确性的有几个决定因素,优秀的零件公差和配合是必不可少的。
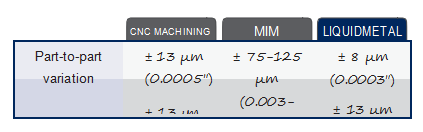
数控机床使用由计算机程序引导的小型切割工具,以在非常接近的公差内产生形状。 缺点是由于切削工艺的变化和切削工具的持续磨损,没有两个部件是完全相同的。 使数控机床制造精确的公差和复杂的几何形状通常成本非常昂贵。许多运动武器零件使用MIM制造,因为成本比机器加工降低。 MIM提供了一个非常有价值的枪支组件制造解决方案,但在某些情况下,该过程的尺寸精度无法达到要求。 由于混合原料,注射成型,除胶和烧结等多个工艺步骤,MIM的重复性和精度受到限制。 二次加工可以帮助实现关键尺寸,但在最后部分增加了相当多的后处理成本。
根据最近客户使用的记录结果显示,其中表面轮廓对零件性能至关重要,液态金属公司已经开始收集额外的过程变化数据,以便为即将到来的应用做好准备。液态金属团队正在使用海克斯康,Optiv经典321 TP坐标测量机(CMM)来评估的液态金属测试部件的精度。从32个样本量收集的初步数据显示出显着的效果。 对于分别为28.7mm和45.6mm的两个不同尺寸的零件,尺寸误差小于16微米(0.0006英寸)。 如最近的客户体验一样,与数控加工相当或者更优地精密公差可以通过液态金属工艺来实现。
下图显示了数控机床加工,MIM和液态金属尺寸变化能力的比较分析。
最小的零件间变化至关重要,当部件在枪支内部配合在一起时,运动部件的的尺寸精确,会将枪支很快在平均水平中区分开来。 另外,许多运动武器爱好者喜欢更换,甚至从头开始组装自己的枪支。制造的零件具有精确公差和最小变化将允许随意更换,并使用户对其枪械的性能有信心。
要确定哪些部件可能最适合液态金属合金,以下是识别和设计零件的几个基本准则:
•重量可达80克
•最大尺寸为100mm
•外拔模角度为0.5°至3°
•内拔模角度为1°至5°
•壁厚0.6mm至4.0mm
•关键尺寸的尺寸公差为±0.025mm或更高
总结
材料性能和制造过程的限制,时刻影响着运动武器行业的工程师设计新产品的方式。 液态金属提供了在制造时不再需要对各项性能进行衡量。 设计师可以在少量限制内充分发挥设计自由。 目前,其他材料要实现液态金属拥有的许多特性所需要的后期处理往往在成本上是令人望而却步的。 现在,您可以用液态金属制造坚硬,结实,耐腐蚀,有弹性的部件,特别是对零件精度和表面光洁度要求高的零件。